HZI Catalytic Methanation
HZI Catalytic Methanation
Green Methane Production

Large Scale Hydrogen and Carbon Dioxide Conversion with Catalytic Methanation
Hitachi Zosen Inova’s catalytic methanation is designed to convert hydrogen and carbon dioxide and carbon monoxide into synthetic methane and water. Methane as an advanced and CO₂ neutral gaseous energy carrier, can be readily stored and transported in existing natural gas infrastructures. By its direct use in technology proven end-devices, synthetic methane is essential to decarbonise a wide range of applications in mobility, energy and industry.
Leveraging our experience as system integrator, our unique and patented methanation solutions are provided in modular configurations and are fully integrated in customer’s infrastructures as a turnkey plant.
Our overall proposal for methanation plants also encompasses upstream gas and downstream and polishing to allow compliance with grid specifications. We are a partner of choice throughout the project life cycle, from feasibility study and permitting support to engineering, execution, commissioning, supervision, and O&M service of complex methanation plants. This broad spectrum coverage allows us to offer a unique and cost-competitive solution to optimise levelized cost of synthetic methane.
HZI’s catalytic methanation technology is available in standardised, modular configurations and offers optimised energy conversion efficiency, versatility and scalability. Our patented and unique plate reactor technology allows us to offer the most robust, compact and efficient catalytic methanation plants available today.
Our patented fixed bed plate-type reactor allows a high Gas Hour Space Velocity leading to consistent methane production with very low power consumption. The HZI-catalytic methanation can handle a broad variety of CO₂-feed-gas sources and supplies pure and dry methane at about 7 bar – ideal for further liquefaction, compression, or direct use.
Your Benefits:
> Optimised production of high-quality gas
> High conversion efficiency
> High operational availability
> High-pressure steam of demineralised
water as valuable by-products
> Carbon monoxide conversion by internal water
gas shift reaction
> Wide range of H₂/CO₂ ratios accepted
> Long-term availability of the Ni catalyst
> Simple reactor control by natural
draft water / steam circulation cooling
> Dynamic operation possible / providing
flexibility and balancing energy
> Compact footprint
> Advanced control and automation systems
> High safety standards
> Environmental friendliness
> Low power consumption
> Low operation and maintenance cost
> Modularised prefabricated design to
optimise delivery time schedule
> Europe-wide service network in cooperation
with local partners

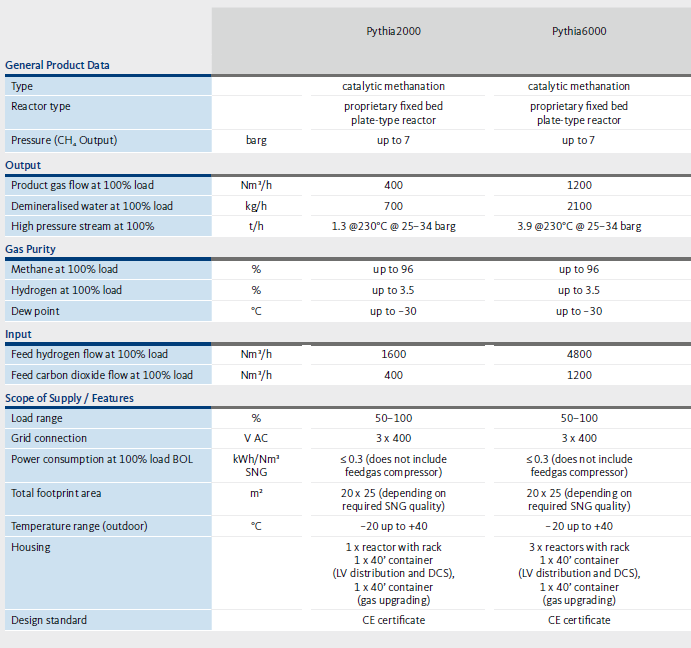
Pythia6000 – HZI catalytic methanation reactor series for 6000 Nm³/h feedgas
The internal reactor cooling and control also, produces a high-pressure steam of demineralised water that can be made available for further use. HZI’s catalytic methanation is available in fully modular containerized units with a feed gas throughput of 2,000 Nm3/h and 6,000 Nm3/h, ready for outdoor installation. The plants are qualified for full dynamic as well as continuous operation modes. They can operate as stand-alone or as a cluster to meet required volumes of synthetic methane in large scale.
The scope of HZI’s catalytic methanation consists of power supply, reactor with steam system, relevant auxiliary aggregates, and downstream gas polishing. As option feed gas compression and polishing can be offered as add on.