Kompogas® Dry Anaerobic Digestion
Kompogas® Dry Anaerobic Digestion
From a Waste to a Resource Economy

Kompogas® technology from Hitachi Zosen Inova (HZI) uses continuous dry anaerobic digestion to treat organic waste. By producing natural fertilizer and renewable energy in the form of heat, electricity, and biomethane, this process plays a key role in helping create a circular and regenerative energy economy.
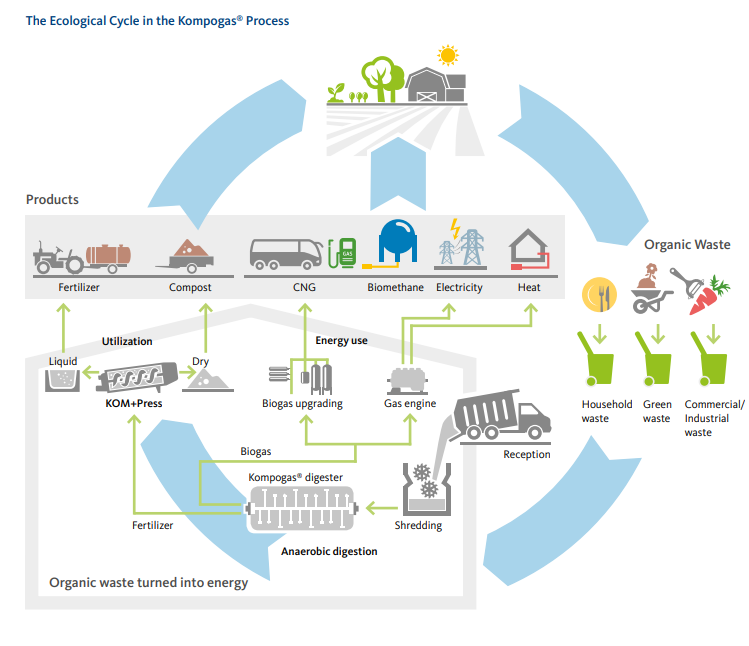
Ecological Cycle
In recent years organic waste has been the subject of growing public interest as a renewable natural resource. While traditional composting recycles only the material components of organic waste into solid natural fertilizer, the Kompogas® continuous dry anaerobic digestion process also produces biogas and liquid fertilizer. Both the compost and liquid natural fertilizer produced are valuable sources of nutrients for farming, and facilitate the formation of humus. In areas where the use of liquid fertilizer is prohibited, the presswater-free Kompogas® anaerobic digestion process can be used to convert the digestate exclusively into high-quality compost and biogas without the
liquid fraction. With the HZI BioMethan technology, the biogas is upgraded into biomethane, a carbon-neutral fuel of natural gas quality, or can be used to produce green power and heat. This way one metric tonne of organic waste can yield up to 1,000 kilowatt hours of energy and around 850 kilograms of high-quality natural fertilizer. This reduces consumption of fossil fuels and in the long term will enable global demand for resources to be met on an integrated basis. Converting both the material and energy components of organic waste reintegrates it into the production flow and closes the nutrient cycle.
Kompogas® Process
The Kompogas® process treats organic waste in a horizontal plug-flow digester by means of continuous dry digestion in an anaerobic environment. Kept at a constant temperature of 55°C throughout the 14-day processing period, the degradable fraction in the organic waste is completely converted into biogas and the digestate is sanitized, with spores and bacteria eliminated.
Biogas Upgrading
HZI BioMethan technology can be connected downstream of the anaerobic digestion process. Here it separates out carbon dioxide using a physical or thermal process to upgrade the raw biogas produced to natural gas quality, delivering highly pure biomethane. Combining the Kompogas® and HZI BioMethan technologies, Hitachi Zosen Inova can offer solutions covering the entire process from biowaste to bio-methane – all from a single source. Types of Waste Organic waste is recovered differently depending on the waste management regime. Basically a distinction is made between source-segregated organic waste and the organic fraction of municipal solid waste. Digestate from the digestion of source-segregated organic waste can be used as a high-quality fertilizer in agriculture. Non-segregated waste is first pre-treated and separated mechanically in a sorting line. Recyclable materials are recovered, leaving a fraction with a high calorific value for conversion into thermal energy and an organic fraction for biological treatment in the Kompogas® digester. The solid digestate is used for landscaping or roadside greening and in the revegetation of landfill sites. However, both material flows produce biogas, an ecologically high-grade fuel.
The components of the Kompogas® Process
Reception and Pre-Treatment
After passing through an odor trap, all organic waste is unloaded in the reception area – either a pit bunker or a special flat area for tipping and delivery. A fully automated crane system takes the organic matter to the shredder, which means the Kompogas® plant can be fed around the clock, 7 days a week. To prepare for digestion, the shredder chops the organic matter into small pieces which are sieved to a maximum particle size of 60 mm using a star screener. The prepared substrate is then automatically conveyed to the digester feed-in point, while the sieve rejects are taken back to the bunker.
Digestion Process
The core of the Kompogas® facility is the digester. Here, thermophilic microorganisms decompose the organic matter in an anaerobic environment. This produces carbon-neutral biogas. The process lasts approximately two weeks, with an operating temperature of 55°C ensuring that the organic waste is completely sanitized in the digester and the gas potential fully exploited. A feed-screw conveyor transports the prepared organic matter into the digester. Recirculate from digestate rich in microorganisms is added to immediately activate and accelerate the anaerobic digestion process (inoculation). At the same time, the addition of process water ensures the optimal moisture content for decomposition. A specially developed built-in heating system regulates the temperature during processing and assures thermophilic conditions throughout the digester. The organic material is transported inside the digester in what is known as the plug-flow process. Regularly feeding fresh material pushes the digestate slowly through the digester and enables it to be pumped out continuously at the discharge outlet. Meanwhile, a steadily turning agitator ensures that the digestate is thoroughly mixed and that biogas is released.
Energy Utilization
The raw gas from the digester is upgraded into bio-methane in a downstream HZI BioMethan system and fed into the gas grid, or further compressed to be used as fuel for gas-powered vehicles. Alternatively it can be used to generate environmentally friendly power and heat in a combined heat and power unit (CHP). A small amount of the heat produced is used to maintain the temperature in the digester. The rest can either be used in buildings nearby or fed into district heating networks. Burning fossil natural gas would produce five times the greenhouse gas emissions for the same amount of electricity and heat. So using biogas reduces fossil carbon emissions and thus makes a long-term contribution to environmental and climate protection.
Discharge and Post-Treatment
The HZI KOM+Press dewatering press separates the digestate into solid and liquid fractions. Following sieving and brief post-treatment, the solid digestate can be used directly in agriculture as a raw organic fertilizer or soil conditioner. Alternatively, it can be further processed into compost. In many places the liquid digestate is also used as organic fertilizer. Where government regulations prohibit the use of liquid fertilizer in agriculture there are two alternatives: either passing the liquid fraction into a waste water purification system, or partial stream anaerobic digestion. With presswater-free partial stream anaerobic digestion, only the energy-rich component of the biowaste is fed into the digester. Meanwhile, the highly structured green waste bypasses the digestion process, and is subsequently mixed back into the digestate after being shredded. There is no dewatering, completely eliminating the liquid fraction of the digestate. The mixture of digestate and structured waste then undergoes aerobic treatment in the composting process.
Exhaust Air Treatment
The entire process takes place in a completely enclosed system to prevent the emission of gases and odors. All exhaust air from the plant’s work areas and other spaces is collected and cleaned in an acid scrubber. A biofilter made of torn root wood and tree bark then neutralizes all odors biologically before the purified air is released into the atmosphere.
Hitachi Zosen Inova’s Kompogas® Technology
Since 1991, Kompogas® has become established as one of the most successful and proven technologies for treating organic waste. More than 80 plants have already been delivered worldwide. Thanks to proprietary engineering and modular construction, the Kompogas® technology can be adapted precisely to the needs of individual customers and refined on an ongoing basis.

KOM+Press
The KOM+Press by HZI Kompogas® is placed down-stream of the anaerobic digestion process and ensures effective dewatering of the digestate. Its refined design allows easier service access and long operating periods.
Technical features:
– Screw with bearings on both sides absorbing
radial and axial forces and extending the unit’s
lifetime
– Short head length requiring less force and
reducing wear
– Swing-up sieve baskets enabling quick and easy replacement of sieve and wear parts
– Split design of wear ring and pressure cone allowing wear parts to be changed efficiently without removing the screw The KOM+Press dewatering unit is used in Kompogas® plants, but can also be built, along with the control unit, into existing plants from other manufacturers.

Hitachi Zosen Inova’s BioMethan Technology
Installing a downstream HZI BioMethan gas upgrading unit is an ideal means of harnessing the gas output of a Kompogas® plant. Depending on the existing infrastructure, a physical or chemical process can be used to upgrade the biogenic gases to natural gas quality, producing biomethane.
Supplementing the Energy Supply with Renewable Energy from Biomethane
Demand for renewable energy is growing all over the world. Biomethane from organic waste can be stored in the form of compressed natural gas (CNG) and easily transported. As CNG, it can also be used as a carbon-neutral fuel for vehicles. Alternatively, the biomethane is pure enough to be fed into the gas grid and transported cost-end energy efficiently to where it is needed. The fact that energy from biomethane can be produced, stored, and accessed on demand makes it the ideal supplement to a heavily fluctuating supply of solar and wind power. HZI BioMethan has two technologies for upgrading biogas into biomethane:
HZI BioMethan Membrane Technology
The membrane technology is a pressure-driven physical process for upgrading biogas. It is most suited for use in situations where low-cost process heat is not available. This technology involves using membrane-based gas permeation to separate out carbon dioxide. The polyamide membranes with different levels of gas permeability are highly resistant to pressure and heat. Carbon dioxide and methane selectivity enable maximum separation, methane purity of up to 98%, and methane slip of below 0.5%.
HZI BioMethan Amine Scrubbing
The pressureless amine scrubbing process is heat-driven and based on chemical absorption. This technology is ideal for installations that can draw on a source of low-cost process heat in the form of waste heat from a nearby CHP unit or other source. This enables particularly profitable operation. With methane purity of up to 99.5% and methane slip of 0.1% at the most, installations with amine scrubbing technology deliver outstanding performance and efficiency.

