Giubiasco / Switzerland
Giubiasco / Switzerland
ICTR Giubiasco – WtE Facility Meets the Highest Environmental Standards with HZI Technology.

Low environmental impact, while maintaining a high energy and metals recovery rate – were the client’s requirements for the Waste to Energy Plant on the southern side of the Swiss Alps. HZI delivered all the equipment for flue gas and residue treatment.
Minimal Emissions During Processing and Delivery
The site is ideally located in the middle of Canton Ticino, close to industrial and urban areas and with direct links to the main North-South motorway. The plant’s building envelope was designed to reduce noise emissions from the plant to a minimum.
Modern Combustion and Energy Recovery with Flexibility for the Future
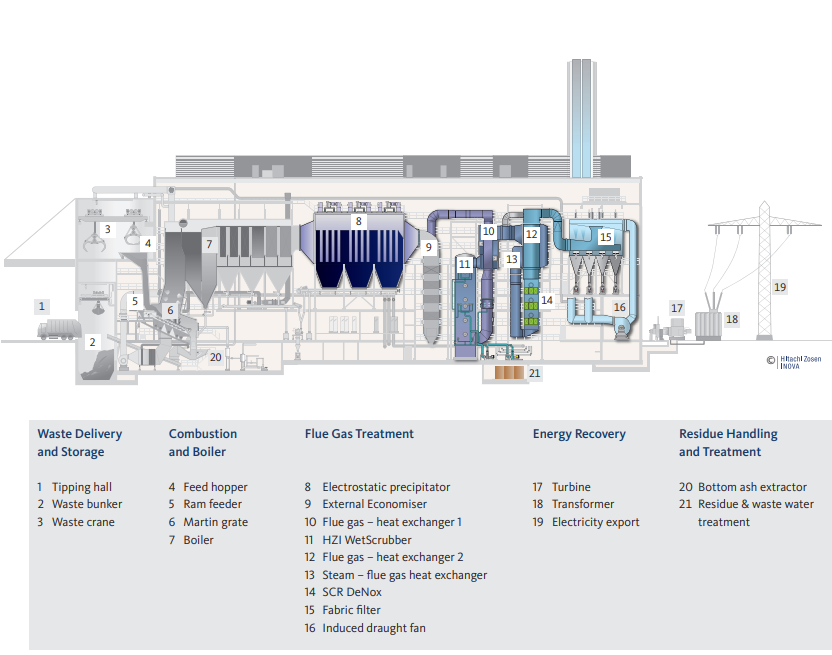
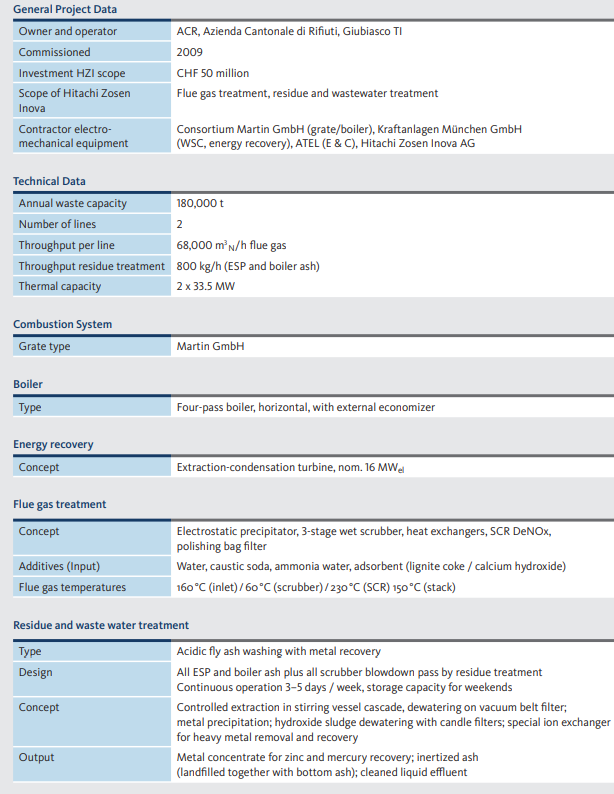
Two lines, with grate combustion and boiler, process the waste and feed steam into an extraction condensation turbine. The plant can either convert all energy to electricity or provide energy to a district heating system which supplies local residential and business customers. This district heat system may be further extended in the future to reach even more homes and business.
Efficient Flue Gas Cleaning
Reliable removal of contaminants from emissions was the key requirement of the sponsors of the project. The efficient flue gas treatment (FGT) system that Hitachi Zosen Inova (HZI) installed in the plant continues to achieve, from an air quality point of view, emission values that are much lower those required by Swiss Quality Ordinance (LRV) or European (WID) standards. The plant’s flue gas treatment consists of the following sections: electrostatic precipitator (three fields), 3-stage HZI WetScrubber, SCR (selective catalytic reduction) DeNOx system, and a polishing fabric filter. The different temperature levels are adjusted with two flue gas – heat exchangers and one steam – flue gas heat exchanger. In addition, the injection of a powdered adsorbent, traces of remaining pollutants and particles are collected in the polishing fabric filter. Spent abdsorbent is reduced to ashes by injection into the combustion
chamber.
FGT Residue Treatment and Metal Recovery
All mercury in the HZI’s WetScrubber blowdown is removed by a special trap; the residue of that process is delivered to a mercury recycling facility. The acidic blowdown is then collected and used for metal extraction from the FGT residues i.e. fly ash from the electrostatic precipitator and boiler. The treated and inertized ash is landfilled together with the bottom ash.
Extracted metals are precipitated and concentrated in a metal hydroxide sludge with up to 30% zinc content. This filtered cake sludge is delivered to a metal recycling facility. The liquid effluent (containing neutral salts of sodium, potassium and calcium) is discharged after passing the final polishing and control steps. No hazardous residue is produced, and no further residue treatment is required at landfill sites – a significant amount of metals are recycled instead of being landfilled and potentially becoming pollutants.