Buckinghamshire / UK
Buckinghamshire / UK
Greatmoor Waste to Energy Facility: Achieving Budget Cuts with Cutting-Edge Technology

In times of significant budget cuts, authorities are looking for sustainable solutions that also make economic sense. Against this backdrop Buckinghamshire County Council and HZI’s long-term partner, FCC Environment, have signed a 30-year residual waste treatment contract. HZI provides the technology that will save the local community GBP 150 million over this period.
Moving Away from Landfill
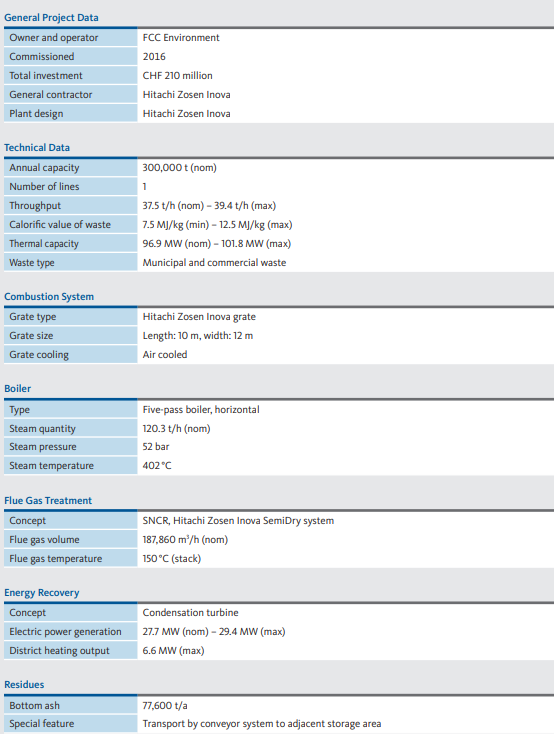
The Waste to Energy (WtE) facility in Greatmoor has the capacity to handle up to 300,000 tonnes of Buckinghamshire’s residual household and commercial waste every year – waste that would otherwise be disposed of in landfill sites. The plant thus helps the county minimize the “waste miles” and achieve its waste diversion targets.
Energy Efficiency from Transport to Processing
A new, custom-built access road opened in 2014 leads direct to the WtE facility, helping keep HGV traffic out of surrounding villages. Two waste transfer stations make transportation arrangements even more efficient and environmentally friendly. Steam conditions of 52 bar and 402°C and the plant’s single-line design provide the optimal balance between investment and operating costs within the given project framework. HZI’s single lines assure high availability, crucial in terms of ensuring continuity in the waste management process. With a nominal thermal capacity of 96.9 MW and net efficiency in excess of 25%, the plant has an electric power generation of 27.7 MW, providing enough electricity to power the equivalent of 36,000 homes. The design ensures that the facility exceeds the EU R1 requirement and therefore fully qualifies as a recovery facility providing renewable energy.
The Process for Safe Thermal Treatment
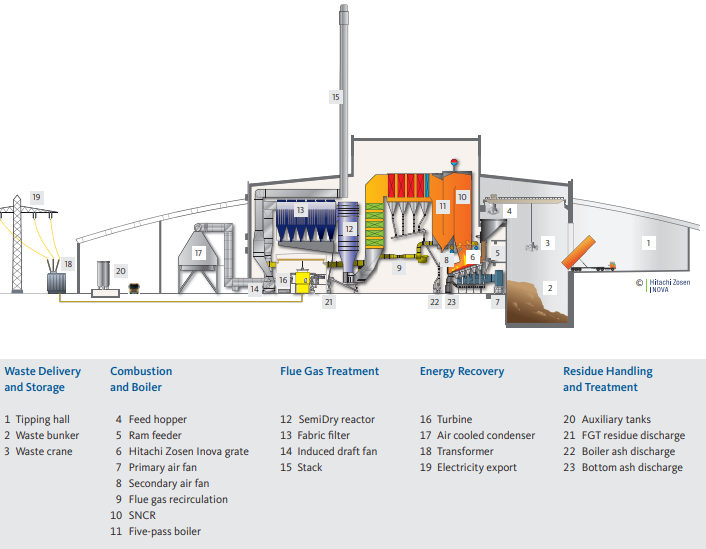
A fully automatic crane delivers the thoroughly mixed waste from a bunker enabling around seven days of storage into the feed hopper. The waste in the feed hopper provides the air seal for the controlled combustion process. Once the waste has been pushed onto the Hitachi Zosen Inova grate via a ram feeder, it passes through the different combustion phases: drying, ignition, combustion, and burnout. Five individually controllable grate zones guarantee optimum combustion, regardless of the composition and calorific value of the waste. The combustion process is further controlled by the injection of primary air from underneath the grate and taken from the bunker area, while secondary air and recirculated flue gas are also tangentially injected at high velocity into the secondary combustion chamber above the grate. This results in intensive mixing and thorough burnout of flue gases. The energy released during combustion is transferred to the water steam cycle in the downstream five-pass boiler.
Complying with Strict Emission Limit Values
The plant fully complies with the EU emission limit values as a matter of course. Its flue gas treatment system operates reliably, and is designed to cope with any future changes in legislation. The flue gas treatment philosophy is based on a selective non-catalytic reduction (SNCR)DeNOx system, a Hitachi Zosen Inova SemiDry system consisting of a fluid bed reactor with lime and activated carbon injection, and a bag house filter. Water injection cools the flue gas down to approximately 145°C and at the same time reactivates unused lime from the recirculated material. After safe removal of any pollutants, an induced draft fan blows the clean flue gas into the 95-meter-high stack. Before leaving the stack, a continuous measurement system with online connection to the environmental agency checks conformity with the stringent emissions legislation.
From residue to product
The bottom ash from the process is taken directly from the plant by belt conveyors to an adjacent storage area, from where it leaves the plant for further use, for example as filling material for road construction.