





Material Recovery from Ash and Slag
Thermal waste treatment produces residues which can be either reused or landfilled. The principal components are slags and ashes, consisting mostly of non-combustible waste constituents such as glass, minerals or scrap metals. Flue gas cleaning also forms reaction products. The volume and nature of the residues produced depend mainly on the composition of the waste and the process used in the particular treatment concept. With an intelligent secondary treatment process, large parts of these materials can often be reused.
InovaRe
InovaRe by HZI: Efficient Material Recovery from Waste
Recovering metals from bottom ash is an aspect of urban mining that is becoming increasingly significant for the operators of WtE plants. As well as enabling valuable materials such as copper and aluminium to be recycled profitably from the bottom ash, it also saves huge amounts of CO2. Recycling aluminium from bottom ash requires just 10% of the amount of the energy consumed in primary production.
In addition to the tried-and-tested wet discharge process, HZI also offers InovaRe, a complete modular solution for the efficient recovery of materials from bottom ash. Developed in-house, it is suitable for both wet and dry discharge.
This widely used technology is suitable for use with wet or dry bottom ash discharge, recovering metals and mineral materials that can be recycled as secondary raw materials and for use in construction.
- Most commonly used technology, with many years’ operational experience
- Low investment costs
- Environmental benefits through avoidance of process water
Most plant operators recover valuable materials such as copper and aluminium from the bottom ash. These are mainly fractions in the >10mm range. However, the most valuable metal particles are to be found in the <10mm fine fraction. The latter makes up some 40% of the total bottom ash, but recovering metals from wet discharge is only possible to a very limited extent. HZI’s Grate for Riddlings (GfR) addresses this problem. GfR is a modification to the final grate zone that allows the fine particles to be extracted directly from the grate and discharged in dry form.
- Compatible with new and existing grate installations, ensuring low investment costs
- Fully enclosed equipment means no dust emissions
- High metal recovery rate and above-average quality of discharged metals
- Higher overall plant profitability thanks to profitable recycling
- Recycling of recovered materials improves CO2 footprint
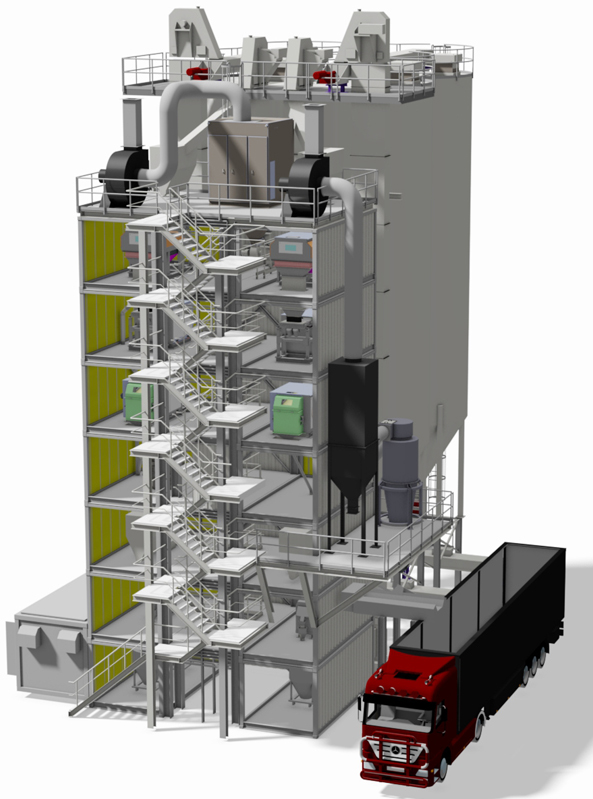
HZI DryMining is an ideal supplement to the Grate for Riddlings for treating extracted bottom ash.

The dry mining tower for fine bottom ash treatment has a maximum capacity of 10 t/h. HZI DryMining is ideal for individual plants that have no suitable metal recovery installation nearby and for groups of plants that want to share the investment costs. An alternative business model is to use it as a bottom ash treatment facility in its own right.
The discharged bottom ash is fractioned and treated in several phases, with separation of different metals in different densities. This ensures the recovered metals are of high quality.
- Fully automated system
- Nonferrous metals can be recycled directly
- Improved CO2 footprint
HZI DryMining enhances plant profitability, either in combination with the Grate for Riddlings or as a stand-alone solution.
Visit ZAR, the Centre for Sustainable Resource Management: www.zar-ch.ch.
Fly Ash Washing
Stabilisation and Product Recovery
If fly ash is collected separately from bottom ash and flue gas cleaning residues, two different methods may be applied to remove or immobilise fly ash contaminants:
- Acid washing of fly ash using acidic scrubber blowdown removes heavy metals in a recyclable form and produces a fly ash which can be disposed with the bottom ash
- Neutral washing followed by solidification by adding binders to condition the fly ash into a leach resistant matrix
This process is an ideal combination of two flue gas cleaning residues: Acidic fly ash washing uses acidic scrubber blowdown to wash out the heavy metals from fly ash. Heavy metals can be recovered in the effluent treatment stage and recycled.
The aim of this process is to transform fly ash into a stable, leach-proof matrix. Neutral, easily soluble salts are extracted in a cascade of stirred vessels. By controlling pH in a slightly alkaline range, soluble heavy metals are precipitated. Washing liquid is separated from the solids by filtration and cleaned in the effluent treatment stage. Dewatered solids are mixed with hydraulic binders to form a solid, stable and leach-resistant matrix when landfilled.
Effluent Treatment
The effluent treatment process neutralises blowdown from wet flue gas scrubbers or from fly ash washing and removes contaminants such as heavy metals, ammonia and persistent organic pollutants (POPs). Depending on the plant configuration, some contaminants such as mercury or zinc can be recovered for recycling. The only remaining components in the cleaned effluent are naturally occurring salts such as sodium and calcium chlorides and sulphates.
Often lime slurry is used to neutralise acidic scrubber effluents. The first step is to control the pH to transform dissolved heavy metals into less soluble complexes. Induced flocculation enhances the precipitation of fine particulates, gypsum and metal complexes, which allows separation in a sedimentation tank or a filter. Thereafter the pH is adjusted to the neutral range and a second purification is carried out with specific ion exchangers and activated carbon beds. After a final quality control, the clean effluent is discharged. The precipitated sludge is dewatered in a filtration system for final disposal.